加工現場で働く方々を悩ませる一つの要因が「幾何公差」ではないでしょうか?
「加工図面を受け取りよく見てみると、かなり厳しい公差が設定されていた。」
ということはよくある話です。
幾何公差にはいくつか種類がありますが、
今回は幾何公差の中でもよく図面に指示がある「位置度」に関して紹介していきます。
後半では、位置度が公差に入らない原因と対策について紹介していますので、是非ご参考ください。
目次
1. そもそも位置度とは?
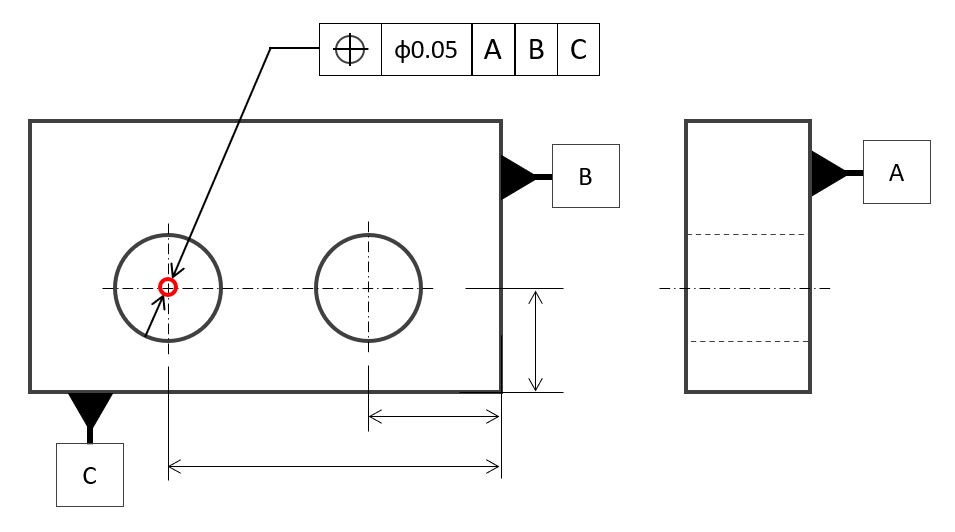
位置度とは、基準となる点や直線に対してどれだけ正確な位置にいるか、という許容値を示すものです。
例えば、下の図であれば、
「基準となる面B,Cからの寸法指示に対し、加工する穴の中心が0.05mm以内に収まるように」という指示を表しており、この許容される公差範囲のこと位置度といいます。
位置度に限った話ではありませんが、これらの幾何公差は全ての加工箇所に指示されるものではなく、基準からの寸法や角度をどうしても守る必要がある、というときに指示されます。
通常であれば寸法のみが記載されているはずですが、そこに位置度の指示が追加で記載されているということは、そこは基準からの位置が非常に重要である箇所である、というように捉えましょう。
幾何公差に関する指示があると、加工者側としてはその部分の加工にはシビアに対応する必要があり、その分コストは高くなります。
位置度を守れているか確認するために、加工途中に機械を止めて寸法の確認をするという必要性も出てきますし、
加工を止めずに、機内計測器で位置の計測が可能だったとしても、計測にかかる時間だけサイクルタイムは伸びてしまいます。
また、いくら正確に加工の準備を進めたとしても、機械の性能・特性によってはズレが生じてしまい、公差に入っていない不良品を生産してしまう場合もあります。
さらに、加工後には出来上がった完成品に対して検査を行い、指示された公差範囲を守れているかチェックする必要があります。
このように、幾何公差の指示があるだけで加工者側の作業は大きく変化しますし、コストアップするのは当然と言えるでしょう。
加工する方だけでなく、図面の作成や加工指示する側の方々も幾何公差の指定があることでどれだけ加工工程に変化があるか、ということを知っておくことで理解が深まるでしょう。
2. 位置度が合わない原因と対策
位置度の指示が重要であることは理解できても、実際の加工においてその指示を守れるか、というのはまた別の話です。
公差範囲に収まらないと聞くと「機械に問題があるのでは?」と考える方もいるかもしれませんが、本当の原因は加工工程や加工前の準備にも潜んでいる可能性があります。
今回は多くのお客様で見られる、位置度が合わない原因とその対策について紹介します。
①加工工程内での掴みかえ
掴みかえを改めて行うよりも、そのままのチャッキング状態で加工を進めるた方が、基準面からの相対的な位置は守ることができるでしょう。
掴みかえを行うことでワークの位置をリセットすることができますが、基準面からの相対的な位置が必ず守られるわけではありません。
また、R側からL側へとワーク受渡を行ってから加工するような場合も、位置度の指定に関連する部分の加工は受渡前にすべて終わらせるか、受渡後に全てまとめて行う、というように、途中に掴みかえ工程を挟まないことが重要です。
②基準面加工との間に別の加工がある
基準面の加工後、なるべく早く位置度の指定がある箇所を加工することが重要です。
別の加工が入ってしまうと、ワーク自体の変形、チャッキングのズレが発生する可能性があります。位置度の指示は厳しく設定されることが多いので、ほんのわずかなズレであっても、公差から外れてしまうことがあります。
ワークの把持力を強くすることでズレをなくし、さらに、基準面の加工後に位置度指定の加工工程を行うことで、ズレを最小限に抑えることができるでしょう。
③位置決めの順番が統一されていない
位置決めの際の順番は統一しておきましょう。
例えば、位置度が指定された複数の穴加工がある場合、X方向からの位置決めと、Y方向からの位置決めを行いますが、その順番が違うと位置が少しずれる可能性があります。
機械の特性もありますが、個々の機械の持つクセに左右される点でもあります。
「位置決めは必ずY軸から行う」というように、統一できる動作は統一しておいた方がズレは少ないでしょう。
④加工負荷によるズレ
センターモミ(ドリルでセンターに印をつける加工)を行い、正確な位置に穴あけを行っているにもかかわらず加工後に測ってみると位置度から外れている。
ドリル加工を行う際の注意点にはなりますが、加工をしているとこのような場面は多くあります。
このような現象が起きる要因はいくつか挙げられます。

加工負荷でドリルが曲がる
ドリルの食い付き部分だけでも加工条件を下げてあげることで、精度が安定することがあります。
それでも改善されない場合は、切込み量を少なくして加工してみましょう。
切りくずが排出できていない
切りくずが内部に溜まったまま加工を続けるとどんどん負荷がかかってしまいます。
切りくずを上手く排出できるように、ドリルを前後に動かしながら加工を行うか、内部給油タイプのドリルに変更する、といった対策を行いましょう。
先端角のチェック
見落としがちですが、センターモミの先端角と、ドリルの先端角もチェックしてみましょう。
こちらが傷ついていると、加工の仕上がりに影響を及ぼします。
3. 正確に加工するなら
①機内計測器を活用
位置度に限った話しではありませんが、機内計測器を活用する事で、寸法精度確認、寸法補正を行うだけでなく、位置決め精度の改善を行う事が出来ます。
基準面を測定することでワークのズレを検出し、ズレている分を補正値として修正してくれることで、正しい位置に位置決めを行うことができるようになります。
これにより、精度確認の為に機械を止める必要もなくなります。
また、ワークを把持するチャック本体などに基準を設け、その基準を機内計測器で計測し、機械自体の微小な変化をキャリブレーション(校正)させ、基準加工も含めた位置度の補正を行う事も改善策の一つです。
既存の機械に機内計測器を付けられるかどうかは購入したメーカーに対応可能か確認する必要がありますし、これから機械の導入を検討している場合は、将来的な機械の活用にも考慮して機内計測器の導入を検討しましょう。
②複合加工機を活用
「複合加工機って?」という方はこちら

ワークの完成までに複数の機械での加工が必要な場合は、必ずワークを付け替えが発生します。
このとき、基準面と公差の指定箇所を同じ機械で加工できれば問題ありませんが、これらを別の機械で加工する場合、チャッキング後のワーク位置確認が必要となり、精度確保のための負担が大きくなってしまいます。
複合加工機は一台で様々な加工が可能なため、ワークの付替えが不要となり、1チャッキングでほとんどの加工を完了させることができます。
これにより、掴みかえの作業自体が不要になるため、精度の面では掴みかえによるズレが無くなり、基準面からの相対的な位置を維持したまま加工することができますし、
作業の面ではワークの付替えや、チャッキング時のワーク位置確認が不要となり、工数削減にもつながります。
設備の導入を検討している方は、こういった面にも目を向けて検討してみてはいかがでしょうか。
まとめ
今回は幾何公差の中の「位置度」について原因と対策を紹介しました。
「精度が出ない」と聞くと、機械の性能が影響しているのでは?と考える方もいますが、原因を辿っていくと、加工工程や加工に至るまでの経緯が原因となっていることもあります。
紹介させていただいた対策を参考に、まずは機械で行っている加工を見直してみましょう。
また、機内計測器や複合加工機の活用は、幾何公差に対して大きな力を発揮してくれます。
今後導入する機械にはついて、今回紹介した点も含めて検討してみてはいかがでしょうか。
中村留精密工業では、NC旋盤の機能と、マシニングセンタの機能を一つにまとめた「複合加工機」を提供しています。
今回ご紹介した機内計測機も取付が可能であり、精度を確保した上で、材料から完成品までを一気に加工することが可能です。
機械の導入を検討されている方や、機械選びに困っている方は、お気軽にお問合せください。