目次
1. ツールセッターとは
複合加工機の段取りの1つとして、刃具の形状補正(X、Z)を入力する必要があります。形状補正とは使用する工具の刃先位置情報のことで、NCへ刃先の位置を教える重要な数値です。
この形状補正値を設定する際に活用するのがツールセッターです。
ツールセッターのオプションの無い機械では、使用する刃具1本1本に対して、実際の素材を手動操作で試し加工をし、加工径を測定した後、位置情報を入力します。
一方、ツールセッターのオプションが搭載されている機械では、使用する刃具の刃先をツールセッターのセンサーX軸方向、Z軸方向に接触させるだけで刃先の位置座標が入力されるため、非常に早く、精度良く、簡単に設定することができます。
2. ツールセッターの種類
ツールセッターオプションには主に3種類が準備されています。機種により選択できるタイプできないタイプはありますが、使用用途に合わせて選定します。
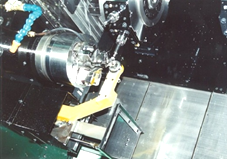
倒れ込み式ツールセッター
主軸横に取付られており。使用する際にはツールセッターを倒してセンサー部をチャック前に移動させて使用します。
機種や仕様によってはMコードにより自動で倒れ込み動作ができるタイプもあります。自動式は、形状補正値だけでなく、摩耗検知や破損確認としても使用できます。主にシングルスピンドル旋盤に選定されます。

自動ツールセッター
チャック下部の箱内に設置されており、使用する際にはセンサー部が前進、後退します。
油圧シリンダーにて前進後退するため、手動押し釦での前進後退、Mコードによる自動前進後退もできます。形状補正値だけでなく、摩耗検知や破損確認としても使用できます。
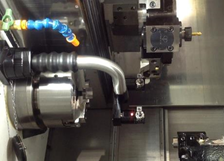
着脱式ツールセッター
主軸横に取付ベースが付属されているのみで、実際に使用する時にセンサー本体を手動で取付して使用します。
構造上Mコードによる自動取付はできませんが、2スピンドル機の場合、左右の主軸で兼用して使用できるため、L側・R側に別々にセンサーを搭載する必要がなく経済的です。
3. 入力される数値って何!?
ツールセッターを使用して入力される数値はどこに書き込まれ、どんな意味を持つ数値なのでしょうか。
ツールセッターを使用したオフセット入力モードになると、NCの画面は工具補正/形状という工具位置設定画面に自動的に切り替わります。そして、現在割り出されている刃物台の番号に合わせてカーソルがロックされます。
つまり、センサーに刃先を接触させると、割り出されている刃物台の番号と同じ番号に刃先位置座標が入力されるという事です。では、どんな意味の数値が入力されるのでしょうか?
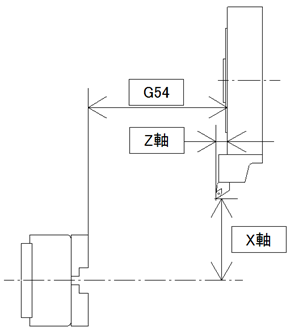
形状補正に書き込まれる数値は、タレット式の機械の場合、X軸は、刃先から主軸中心までの距離が直径値で入力されます。Z軸は、タレット端面から刃先までの距離が入力されます。Z軸方向はつまり、刃具の突き出し量という事になりますが、加工原点までの位置情報はワーク座標系設定画面G54としてタレット端面から加工原点までの距離を設定します。


4. 形状補正値の算出方法
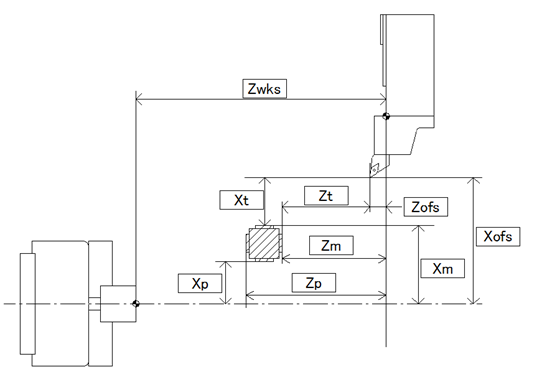
形状補正X軸およびZ軸に入力される数値は、予めパラメータで設定された数値が基準となっています。機械原点の位置はX軸、Z軸共に機械毎に決められた数値が設定されており、センサーの位置はパラメータによって指定されています。
刃先をX軸方向のセンサーに接触すると、センサーがONした瞬間に機械座標位置を記録します。
X方向は、機械原点からXtの移動量(機械座標値)とパラメータで設定されたXmが計算され、数値が設定されます。(Xofs=Xt-Xmとなり刃先の主軸中心までの位置情報が記録されます。)
Z方向は、機械原点からZtの移動量(機械座標値)とパラメータで設定されたZmが計算され、数値が設定されます。(Zofs=Zt-Zmとなり、タレット端面から刃先までの距離が記録されます。)
ツールセッターで設定した数値で加工した場合に、プログラム上の数値と実測値が合わないなどの状況になった場合は、機械原点と主軸中心、ツールセッターセンサーの位置関係がずれている事が予想されます。その場合は、ツールセッターの精度出し(パラメータ調整、位置関係の再調整)で改善できます。
5. ワーク座標系の設定
加工に使用する工具全てをツールセッターに接触させ、X軸、Z軸の形状補正を入力後、最後に加工原点の設定が必要になります。加工原点G54の位置を設定する方法は、端面、外径仕上げ工具を割り出し、形状補正を読み込ませておきます。その後、加工原点(プログラム上のZ0位置)まで移動させ、ワーク座標系設定G54のZ軸にカーソルを合わせ、“Z0測定“を押せば入力されます。
Z軸方向の基準は刃物台端面なので、加工ワークが変わっても使用する刃具が同じであれば加工原点(ワーク座標系)を再設定するだけで簡単に段取り替えができます。
6. まとめ
ツールセッターを使用することで実際に試し加工を行って設定し、測定する作業から、センサーに当てるだけの作業に変わることで、大幅に段取り替え時間を短縮できる事はもちろん、機内での測定作業や試加工など安全面においても非常に効果のあるものであることが分かります。また、前進後退が自動でできるタイプの場合、摩耗確認や破損検知にも使用できます。段取り時間を短縮し、生産性を向上させるオプションとして多く活用されています。