1. 仕上げ加工とは
仕上げ加工とは、素材形状から図面形状にするために荒加工を行った後、図面寸法に合わせるための最終工程を指します。
2. 仕上げ加工サイクル(G70)とは
ファナック旋盤系CNCでは、プログラムを簡単に作成する機能として複合形固定サイクルが用意されています。
以前の記事で、荒加工プログラムを簡単に作成するための荒加工サイクルは、外径荒削りサイクル(G71)、端面荒削りサイクル(G72)、閉ループサイクル(G73)、端面突切りサイクル(G74)、外径・内径突切りサイクル(G75)があるとご紹介しました。
(荒加工サイクルの紹介記事はこちら)
今回ご紹介するG70仕上げサイクルは、荒加工サイクルを指令した後にのみ指令ができるサイクルになります。
G70のみを単独で指令することはできませんので、荒加工サイクルとセットで指令をする必要があります。
3. G70プログラム解説
それでは、G70仕上げサイクルの概要を見てみます。
例
G70 P100 Q200
この1行で指令は完了です。
G70の後のアドレスPとQは、荒加工サイクルで指令した仕上げ形状プログラムの開始シーケンス番号と仕上げ形状終了シーケンス番号になります。
荒加工サイクルで指令した仕上げ形状の情報を活用することになりますので、再度仕上げ形状の座標を指令する必要はありません。
必ず荒加工サイクルで指令したシーケンス番号と同じ番号を仕上げサイクルでも指令しましょう。
4. 実践プログラム
それでは、例題の仕上げ加工プログラムを実際に作成してみましょう
今回は、G71外径荒削りサイクルを説明した記事と同じ図面を使って、G70仕上げサイクルを使用したプログラムとG70仕上げサイクルを使用せず手動計算して作成したプログラムを比較して見てみましょう。
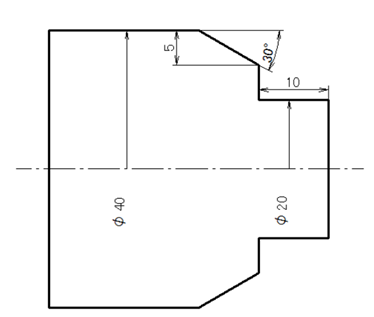
周速:230m/min
送り:0.1mm/rev
こちらは以前紹介した、G71外径荒削りサイクルを使用した荒加工のプログラム例です。
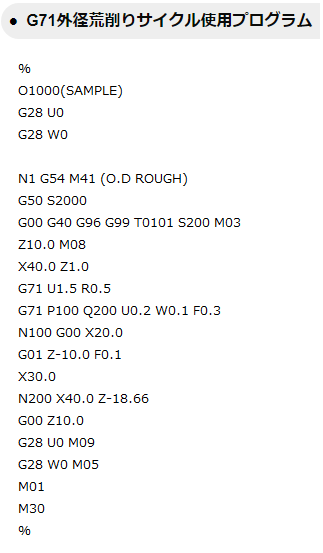
参考:https://www.nakamura-tome.co.jp/2021/07/29/article_00020/
仕上げ加工プログラムは荒加工プログラムの後に指令をします。
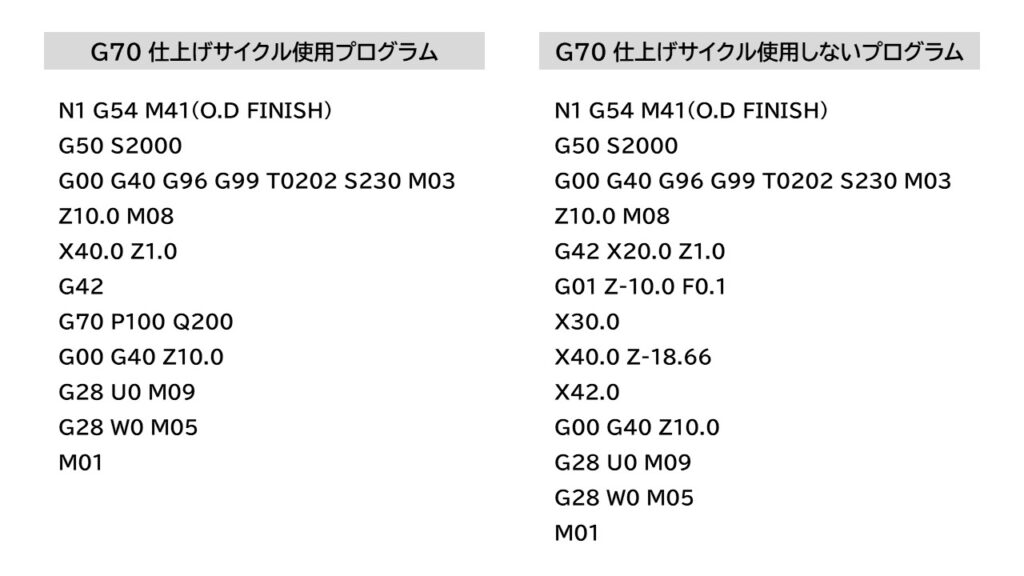
仕上げサイクルを使用したプログラムは、外径荒削りサイクルで指令したシーケンス番号P,Qと同じ番号を指令するだけ自動的に仕上げ加工を実行してくれます。
ここで注意点として、荒加工時には、G71の行で送りの指定を行いますが、仕上げ加工を実行するときの送りは、G71外径荒削りサイクル中のシーケンス番号P,Q内で指令されている送りで加工が行われることになります。
そのため、仕上げ形状の箇所によって送りを変更することができます。
一方仕上げサイクルを使用しないプログラムでは、再度仕上げ形状の座標を指令する必要があります。
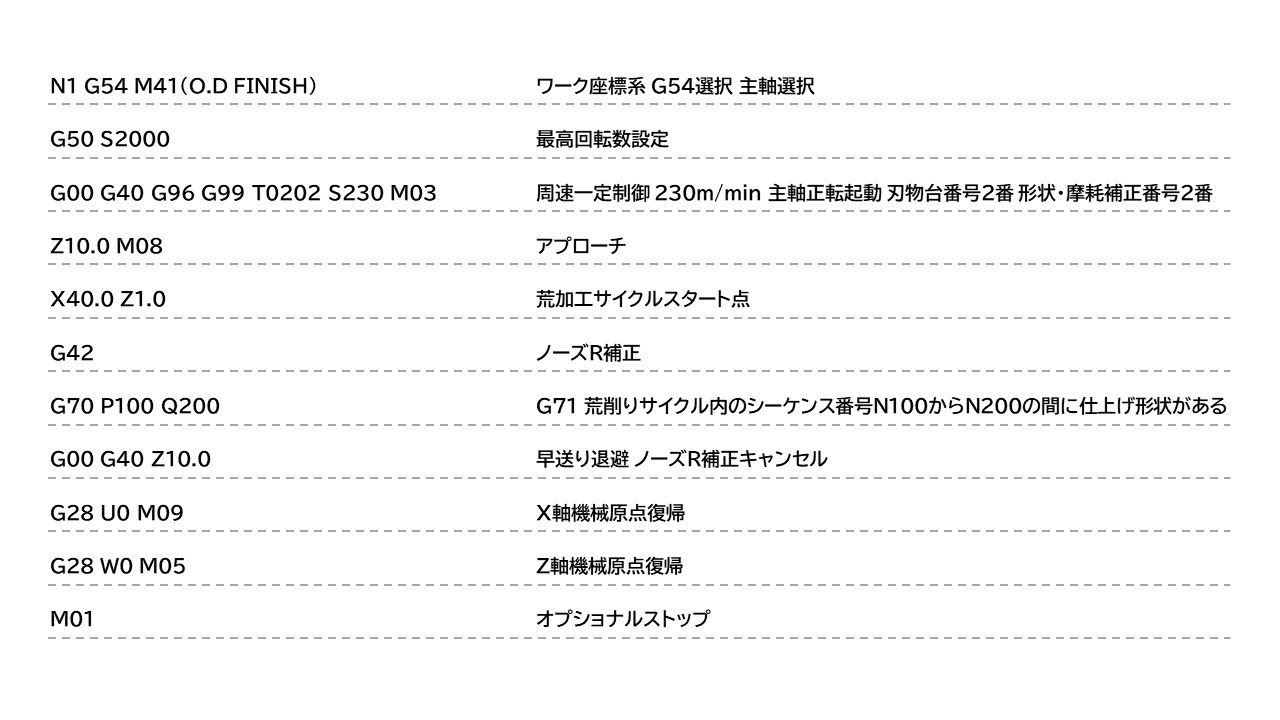
各指令コードの意味は以下のようになっております。
5. まとめ
今回は、G70仕上げサイクルについて解説しました。G71外径荒削りサイクルと組み合わせて指令をする例をご紹介しましたが、その他の荒加工サイクル(G72端面荒削りサイクル、G73閉ループサイクル、G74端面突切りサイクル、G75外径・内径突切りサイクル)ともG70仕上げサイクルを組み合わせて指令することができます。
サイクルを活用してよりNCプログラムを簡単に効率よく作成しましょう。
【おすすめダウンロード資料】