「難削材とはどのような材料なのか知りたい」「難削材を加工すると工具がすぐ摩耗する、面粗度や寸法精度が安定しない」
このような課題を持っていないでしょうか。
難削材とは、一般的な鋼材などと比べて切削加工が難しい材料の総称です。代表例としては、インコネル、ハステロイ、チタン合金、ステンレス鋼、コバールなどが挙げられます。これらの材料は、耐熱性・耐食性・強度などに優れる一方で、加工時には発熱、加工硬化、工具摩耗、切粉処理などの問題が発生しやすい傾向があります。
本記事では、難削材の定義、主な種類、加工が難しい理由、切削条件・工具・クーラント・工作機械を選定する際の考え方を解説します。難削材加工を初めて担当する方や、加工トラブルの原因を整理したい方は参考にしてください。
目次
難削材とは何か?定義と加工が難しい理由

難削材とは、一般的な材料と比較して切削加工が難しい材料を指します。ただし、「この材料だけが難削材である」と明確に決まっているわけではありません。加工する設備、工具、加工条件、ワーク形状、要求精度によって、加工難易度は変わります。一方で、難削材と呼ばれる材料には、次のような共通する特徴があります。
- ・切削熱が逃げにくい
- ・加工硬化しやすい
- ・切削抵抗が大きい
- ・切粉処理が難しい
切削熱が逃げにくい
1つ目は、切削熱が逃げにくいことです。熱伝導率が低い材料では、加工中に発生した熱がワークや切粉側へ逃げにくく、刃先に熱が集中しやすくなります。その結果、工具の摩耗や欠損が早まり、加工面品質にも悪影響が生じます。
加工硬化しやすい
2つ目は、加工硬化しやすいことです。加工硬化とは、切削によって材料表面が硬くなる現象です。加工硬化した層を次の刃先が切削すると、工具に大きな負荷がかかり、摩耗やびびり、寸法不良の原因になります。
切削抵抗が大きい
3つ目は、切削抵抗が大きいことです。高硬度材や耐熱合金などは、切削時に大きな力が必要になります。機械剛性や主軸トルク、工具保持剛性が不足していると、振動や工具欠損、加工精度のばらつきにつながります。
切粉処理が難しい
4つ目は、切粉処理が難しいことです。粘りのある材料では、長い切粉が発生しやすく、工具やワークに絡みつくことがあります。切粉の絡みつきは、工具欠損、ワーク傷、機械停止、無人運転の不安定化につながるため、難削材加工では重要な管理ポイントです。
難削材の種類と素材別の加工特性
難削材にはさまざまな種類があります。ここでは代表的な材料と、加工時に注意すべきポイントを整理しましょう。
| 材料 | 主な特徴 | 加工で起きやすい課題 | 対策の方向性 |
| インコネル | 耐熱性・耐食性に優れる耐熱合金 | 切削熱が高くなりやすく、工具摩耗が早い | 工具材種、切削速度、クーラント条件の最適化 |
| ハステロイ | 耐食性・耐熱性に優れるニッケル基合金 | 加工硬化、工具摩耗、切削抵抗の増加 | 推奨条件を基準に、工具寿命と面品位を確認 |
| チタン合金 | 軽量で比強度が高く、耐食性に優れる | 熱が刃先に集中しやすく、工具摩耗が進みやすい | 高圧クーラント、適切な工具材種、安定した保持(チャッキング) |
| ステンレス鋼 | 耐食性に優れ、幅広い分野で使用される | 加工硬化、切粉処理、構成刃先 | 切れ味の良い工具、適切な送り、切粉対策 |
| コバール | 熱膨張係数が低く、電子部品などで使用される | 寸法精度管理、工具摩耗 | 精度安定性を重視した加工条件と機械選定 |
| 高硬度材 | 硬度が高く、耐摩耗性に優れる | 切削抵抗が大きく、工具欠損が起きやすい | 高剛性機、適切な工具材種、無理のない切込み設定 |
難削材加工では、素材ごとの性質を理解することが重要です。同じ「難削材」でも、熱が問題になりやすい材料、切粉処理が問題になりやすい材料、加工硬化が問題になりやすい材料では、対策が異なります。
難削材加工のポイント|切削条件・工具・工作機械の3つの観点から
難削材加工を安定させるには、切削条件、工具、工作機械の3つを総合的に考える必要があります。どれか1つだけを見直しても、根本的な改善につながらない場合があります。
切削条件:切削速度・送り速度・切込み量の考え方
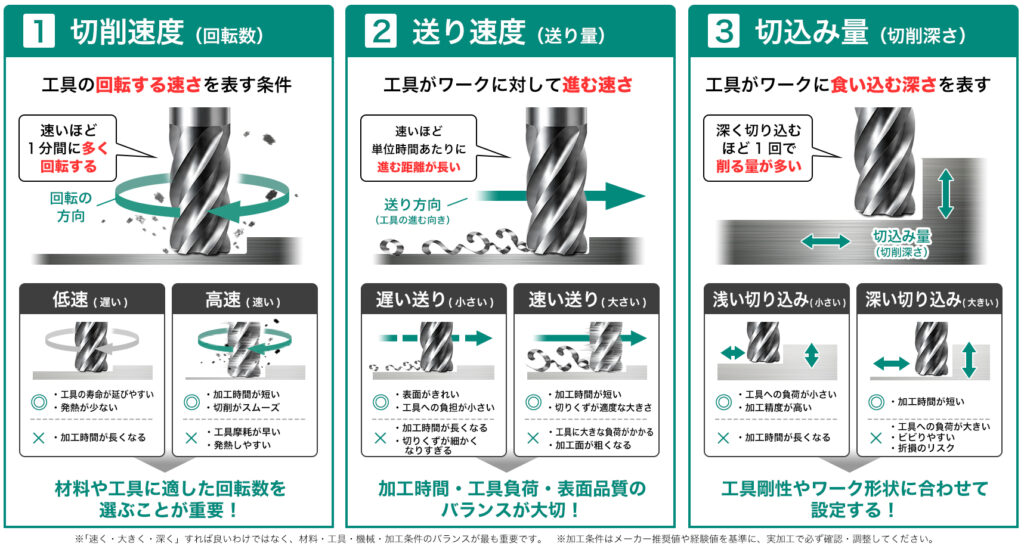
難削材には、高硬度材、耐熱合金、チタン合金、ステンレス鋼など、さまざまな種類があります。それぞれ異なる加工上の課題を持っており、切粉が長く伸びて処理しにくい材料、熱伝導率が低く刃先に熱が集中しやすい材料、加工硬化によって切削中に材料が硬くなる材料などがあります。
そのため、切削条件の設定では、まず使用する工具メーカーが推奨する切削速度、送り速度、切込み量を基準にすることが基本です。工具メーカーの推奨条件は、工具材種やコーティング、対象材料に合わせて設定されているため、安定した加工と工具寿命の確保につながります。
ただし、実際の加工では、機械剛性、ワーク形状、チャッキング方法、クーラント条件、要求精度などによって最適条件が変わります。推奨値をそのまま使うのではなく、工具寿命、切粉処理性、加工面品位、サイクルタイムを確認しながら調整することが重要です。
特に難削材では、切削速度を過度に上げると工具寿命が短くなりやすくなります。一方で、送りや切込みを小さくし過ぎると、加工硬化した表面を工具が擦る状態になり、かえって摩耗を招く場合もあります。難削材加工では「負荷を下げればよい」と単純に考えるのではなく、材料特性と工具特性を踏まえた条件設定が必要です。
<参考記事>
工具:工具選定とクーラントの活用

難削材は、高い切削抵抗、切削熱、加工硬化などによって工具への負荷が大きくなります。そのため、多くの工具メーカーでは、耐熱合金、チタン合金、ステンレス鋼などに対応した難削材加工用工具をラインナップしています。
まずは加工する材料に適した工具を選定し、工具メーカーの推奨条件を基準に加工を行うことが重要となります。工具材種としては、一般的な超硬工具のほか、加工内容によってサーメット、CBN、セラミック工具などが選択肢になります。
たとえば、インコネルなどの耐熱合金では、超硬工具を用いて比較的低速で安定加工する方法があります。一方、条件によってはセラミック工具を用い、高い切削速度で加工することで生産性を高める方法もあります。ただし、セラミック工具は高温環境に強い反面、衝撃には弱い傾向があるため、断続切削よりも連続切削に向くなど、適用条件を見極める必要があります。
また、難削材加工ではクーラントの使い方も重要です。耐熱合金やチタン合金では、刃先に熱が集中しやすいため、高圧クーラントや工具内部給油を活用し、刃先へ確実に切削油剤を届けることが工具寿命や切粉排出性の改善につながります。
ただし、クーラントは「多くかければよい」というものではありません。工具材種や加工方法によっては、急激な温度変化による熱衝撃で工具が欠損する可能性があります。また、材料によっては切削油剤の種類や安全対策に注意が必要です。たとえばマグネシウムのように発火リスクがある材料では、現場の安全基準や材料メーカー・工具メーカーの推奨に従った切削油剤の選定が不可欠です。
難削材加工では、適切な工具材種、コーティング、クーラント運用を組み合わせることで、加工品質の安定化、生産性向上、工具寿命の延長を狙うことができます。
工作機械:機械側で注意すべきこと
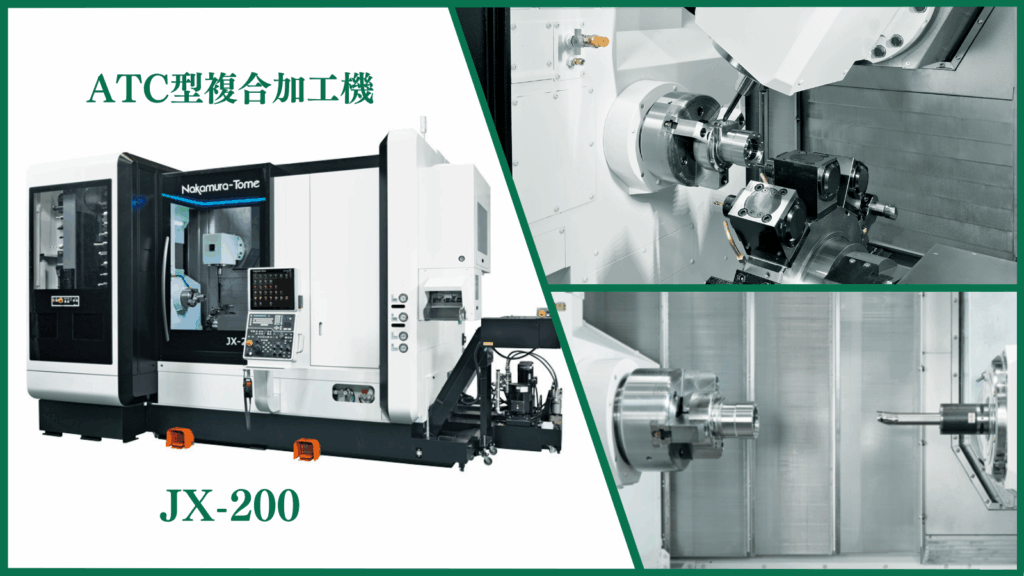
※画像をクリックすると各種製品詳細ページにリンクします
難削材は一般的な鋼材に比べて切削抵抗が大きく、加工中に高い負荷が発生するケースが多くあります。そのため、加工内容に応じた工作機械の選定が重要です。
重切削を伴う加工では、主軸モータの出力やトルクが十分であることが求められます。また、穴あけ加工、タップ加工、ミーリング加工では、各軸の推力や送り性能が加工能力や加工品質に影響します。ワーク材質や加工内容に対して十分な能力を持つ機械を選定することが、安定加工の前提になります。
また、難削材の中には粘りが強く、長い切粉が発生しやすい材料があります。切粉が工具やワークに絡みつくと、工具欠損、ワーク傷、加工停止、無人運転の不安定化につながります。そのため、切粉対策も機械選定時の重要な観点です。
弊社の機械では、揺動切削やトライアングルカットといった切粉分断機能を活用することで、切粉を細かく分断し、切粉処理性の向上を図ることもできます。切粉が伸びやすい材料や、長時間の連続加工を行う場合には、こうした機能が現場の安定稼働に寄与します。
さらに、難削材加工では熱の影響も無視できません。長時間加工や高精度加工では、熱変位補正機能や安定したクーラント供給能力が寸法安定性に関わります。機械メーカーが推奨する制御パラメータやサーボ設定を適切に活用することで、加工負荷に応じた最適な動作が可能となり、加工面品質や工具寿命の改善につながる場合があります。
難削材加工に向いた工作機械の条件
難削材加工に向いた工作機械を選ぶ際は、単に「加工できるか」だけでなく、「安定して加工し続けられるか」を確認する必要があります。特に確認したい条件は、次の4つです。
- ・機械剛性
- ・主軸トルク
- ・切粉処理能力
- ・工程集約性
機械剛性
難削材は切削抵抗が大きいため、機械剛性が不足するとびびり、寸法ばらつき、工具摩耗の増加につながります。高硬度材や重切削を行う場合は、角スライド機など、加工負荷に耐えられる構造を持つ機械を検討することが重要です。
<参考記事>
主軸トルク
難削材では、切削速度、送り、切込みのバランスを取る必要があります。加工負荷に対して主軸や送り軸の能力が不足していると、安定した条件設定が難しくなります。
切粉処理能力
長い切粉が発生しやすい材料では、切粉が工具やワークに絡みつくリスクがあります。揺動切削やトライアングルカットのような切粉分断機能、チップコンベア、クーラント供給能力などを含めて確認することが重要です。
工程集約性
難削材部品では、複数工程に分けるほど段取り替えや再チャッキングによる精度リスクが増えます。複合加工機を活用して旋削、ミーリング、穴あけなどを1台に集約できれば、段取り工数を削減しながら、加工精度の安定化も期待できます。
<関連リンク>
中村留精密工業の複合加工機が難削材加工に強い理由
中村留精密工業の複合加工機は、難削材加工で求められる高剛性、工程集約、切粉対策、精度安定に対応できる製品をラインナップしています。
たとえば、JX-200のようなATC型複合加工機では、旋削加工とミーリング加工を1台に集約し、複雑形状部品の加工に対応できます。工程を集約することで、段取り替えの回数を減らし、加工精度のばらつきを抑えることが期待できます。
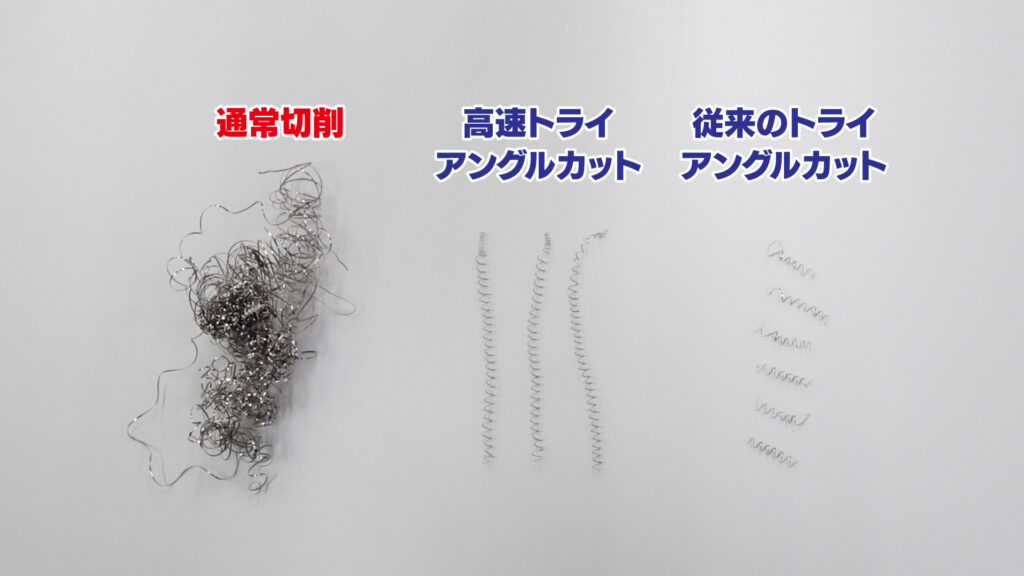
中村留精密工業の揺動切削やトライアングルカットは、切粉を細かく分断するための機能です。特に、粘りのある材料や長い切粉が発生しやすい材料では、切粉の絡みつきによる停止や工具欠損のリスク低減に役立つでしょう。
揺動切削

通常の切削加工
トライアングルカット
さらに、難削材加工では工具、切削条件、機械設定を総合的に見直す必要があります。
複合加工機メーカーとして、加工内容に応じた機械選定や工程設計まで相談できる点は、加工現場にとって大きなメリットです。
<関連リンク>
「揺動切削」
最後に
難削材の加工では、素材ごとの特性を理解し、切削条件、工具、クーラント、工作機械を適切に選ぶことが重要です。インコネル、ハステロイ、チタン合金、ステンレス鋼などは、発熱、加工硬化、工具摩耗、切粉処理といった独自の課題を持ちますが、正しいアプローチを取ることで安定した加工品質を実現できます。
難削材加工で課題を感じている場合は、加工条件だけでなく、使用工具や工作機械の選定まで含めて見直すことが重要です。中村留精密工業では、複合加工機や切粉分断機能を通じて、難削材加工における工程集約、精度安定、切粉処理の改善をサポートしています。難削材加工の内製化や加工条件の見直しを検討している方は、ぜひ一度ご相談ください。