
製造現場で扱う「図面」は、部品を正確に作るための共通言語です。図面には、部品の大きさ・形状・加工方法・仕上げ条件などがすべて記載されています。図面を読むことによって工作物の形状が把握でき、さらに加工上の注意点や加工方法なども理解することができます。
そのため、すべての工作機械において、加工を行うためにはまず最初に図面をじっくり読むことが大切です。そもそも図面が読めなければ加工を行うことができないので、仕事をするうえでは必須の知識となります。
目次
1.図面とは
図面とは、加工部品(ワーク)などの形状、寸法、構造、仕様を、JIS(日本産業規格)などの共通ルールに基づいて線や記号で平面上に表現した設計図のことです。設計者の意図を誤解なく正確に伝えるための「指示書」や「契約書」としての役割を果たし、高品質なものづくりに不可欠な共通言語です。
2.図面の基本構成
図面は基本構成を組み合わせて、部品の形状を「立体的に理解できるように」描かれています。以下の基本要素を必ず押さえておきましょう。
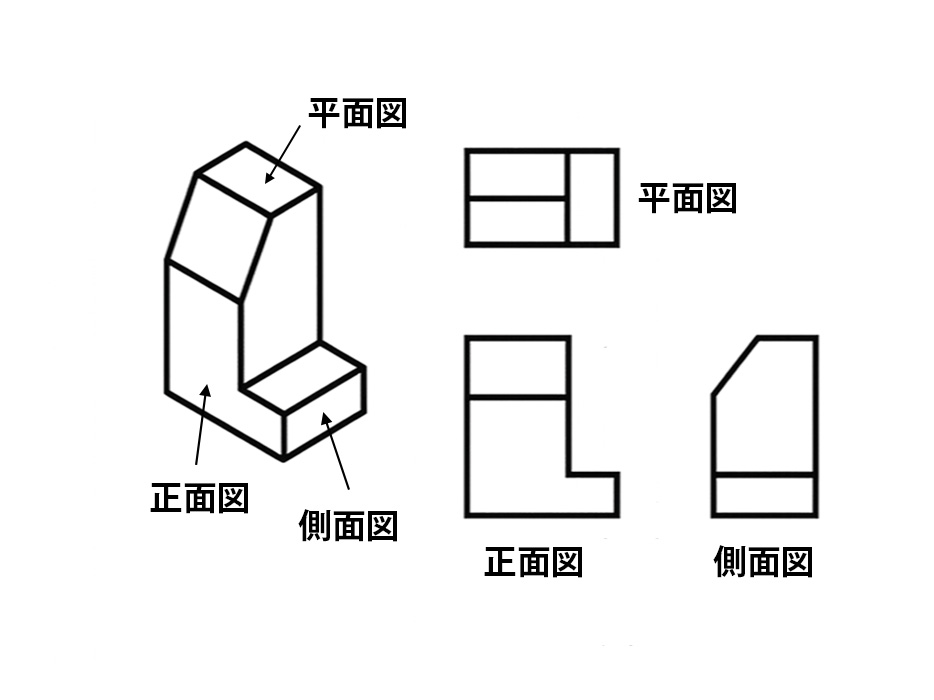
①第三角法
第三角法は、日本のJIS規格で定められた、製品の3次元形状を2次元の図面上に表す最も標準的な「正投影図法」の一つです。対象物を上・前・右の視点から見た投影図をそれぞれの面に配置する方式で、「上から見たものは上に、右は右」という直感的な配置が特徴です。機械図面(三面図)の作図において広く利用されています。
ポイント:投影方法の違いについて
図面の投影方法には2種類あります。
- ・第三角法(日本で一般的)
- ・第一角法(欧州・一部業界)
第三角法は「見た通り」に配置しますが、第一角法は「逆」に配置します。どちらも正投影法ですが、上下左右の配置が異なるのが特徴です。
<投影方法の違い>
- 第三角法:正面図を中心として、平面図は上側に、側面図は実際の位置関係どおりに配置する。
- 第一角法:正面図を基準に、平面図は下側に配置され、側面図は左右が反転した位置になる。
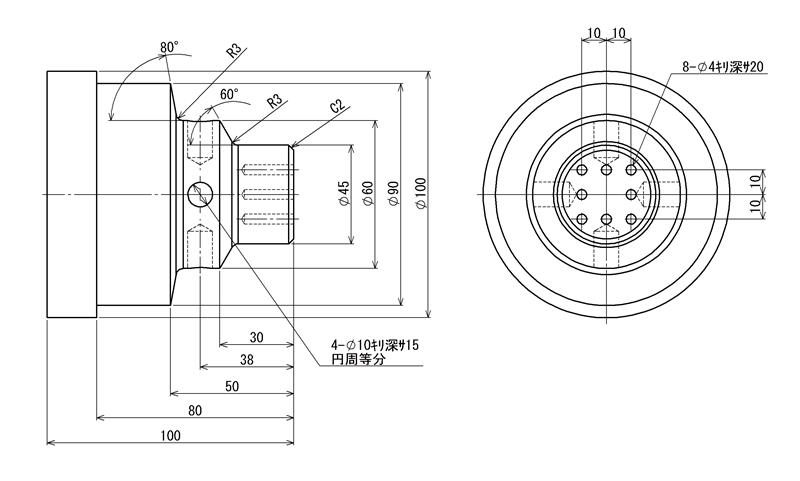
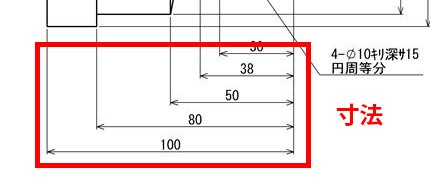
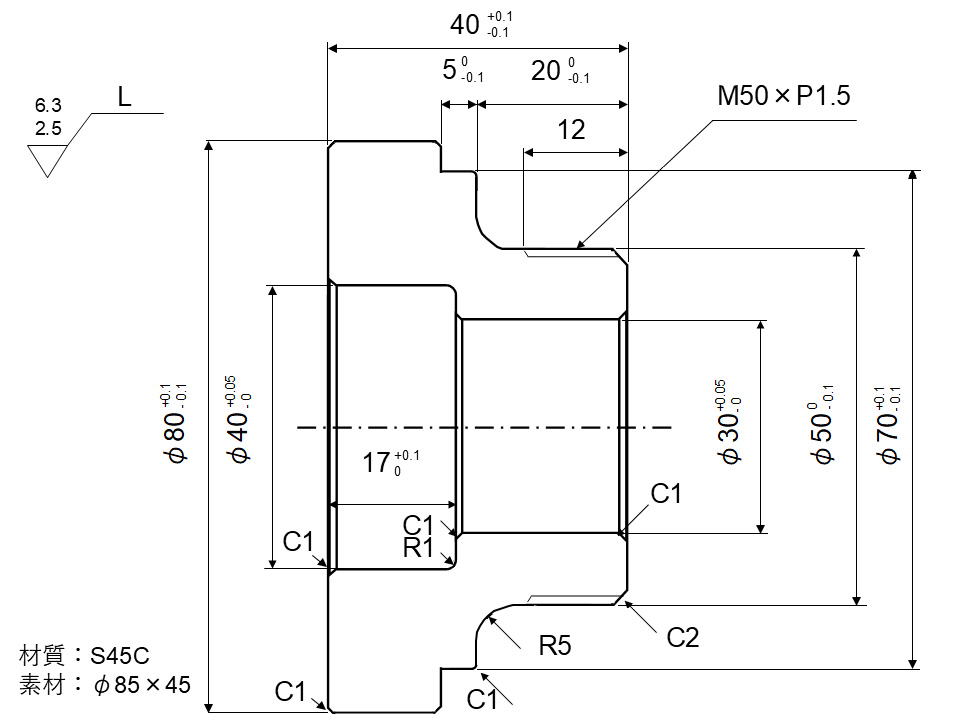
②寸法
機械図面における寸法とは、部品の形状、大きさ、位置、角度を数値と線(寸法線、寸法補助線)で表したものです。設計者の意図を正確に伝え、製品を正しいサイズで加工・検査するために不可欠な情報です。
ポイント:寸法の読み方
図面の寸法の単位は主にmm(ミリメートル)で記載されます。
<代表的な記号>
- R:角の丸み(R形状)
- C:面取り
- φ(ファイ):直径
<代表的な記号の記入例>
φ10 … 直径10mm
R5 … 円弧
<穴・ボルト穴の記号の例>
- φ10 × 20:直径10mm、深さ20mmの穴
- M6:ねじの規格Mのあとに数字で大きさを表す
- 皿穴:テーパー上ねじの頭を完全に埋めるための穴
- ザグリ穴(C面付き穴):ボルト頭が入る窪み
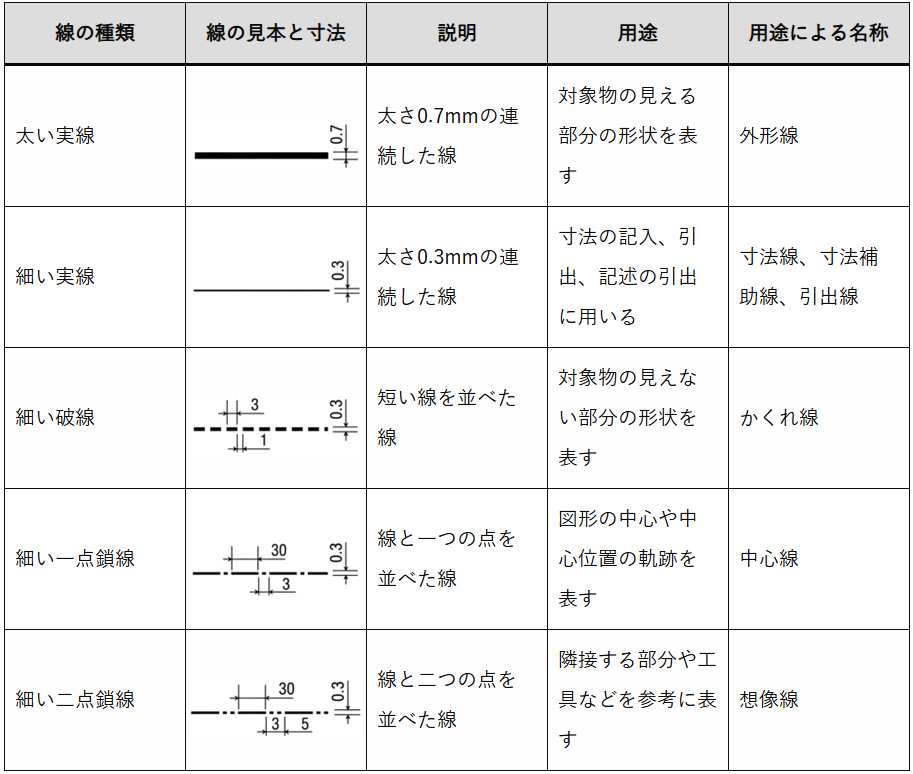
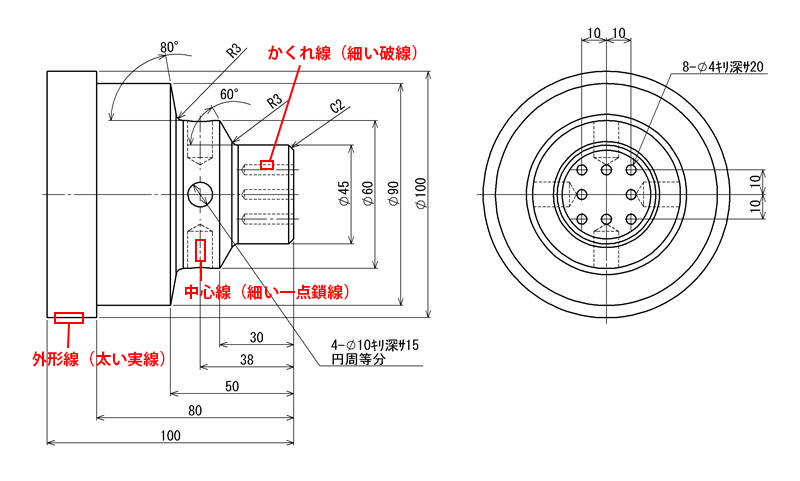
③線
機械図面における線は、形状や寸法を正確に伝えるための「共通言語」としてJIS規格で厳密に定められています。図面上では、線の「形(実線・破線など)」と「太さ」を組み合わせて使い分けます。
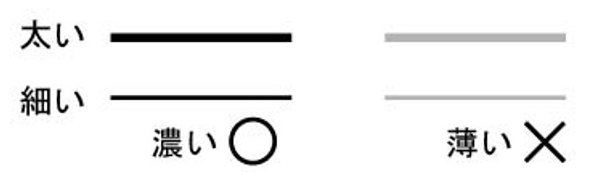
ポイント:線は必ず濃くする
「太い・細い」と「濃い・薄い」は違います。線を濃くすることは、図面を誰が見ても誤解なく、一目で理解できるようにするために非常に重要なことです。
④面粗さ(表面粗さ)
面粗さとは、加工などで作られたワークの表面の凹凸の程度を示す指標です。この数値が小さいほど表面はツルツル(滑らか)で、大きいほどザラザラ(粗い)になります。ワークの摩擦・摩耗や、密封性、外観など、品質に大きく影響する要素です。
日本では、面粗さの表記方法が JIS(日本産業規格) で定められており、時代の変化とともに表記方法も見直されてきました。下記で旧JIS法と新JIS法ごとの表記方法について説明します。
<旧JISの場合>
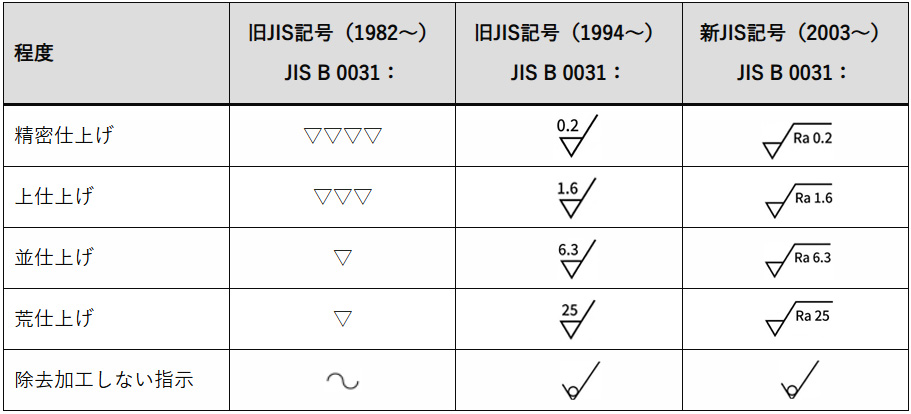
旧JISでは、以下のような 三角形(▽)の記号の数 によって、面の仕上げレベルを表現していました。

図面上では、これに Rmax値やS記号(例:25S) を組み合わせて指示します。
また、旧JISでは、面粗さを示す指標として Rmax(最大高さ粗さ) が用いられていました。
<旧JISでの表記例>
- ▽ Rmax 25S
Rmaxとは、測定区間内で 最も高い山と最も低い谷との差 を表した値です。いわば「一番悪い部分」を基準にした評価方法であり、以下のような特徴がありました。
- ・表面状態のピーク値を直接的に把握できる
- ・加工ムラや局所的な傷の影響を受けやすい
- ・測定結果にバラつきが出やすい
<新JISの場合>
新JISでは、面粗さ記号は 「加工の要否と数値情報を正確に伝えるための記号」 へと進化しています。
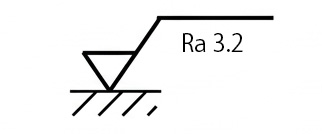
また、新JISでは国際規格(ISO)との整合を重視し、Ra(算術平均粗さ) を中心とした表記に変更されています。Raは基準線からの凹凸の偏差を 平均化した値 で、以下のような特徴があります。
- ・表面全体の状態を平均的に評価できる
- ・測定結果の再現性が高い
- ・国際規格(ISO)と共通の評価指標
そのため、現在の図面ではRa表記が基本となっています。
<面粗さの要求がない場合の書き方>
表面粗さの要求がない場合は、以下のような記号を用いて記入します。
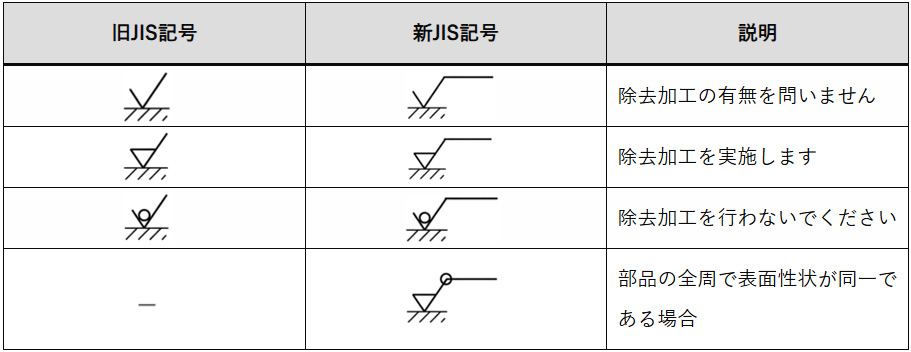
<面粗さの要求がある場合の書き方>
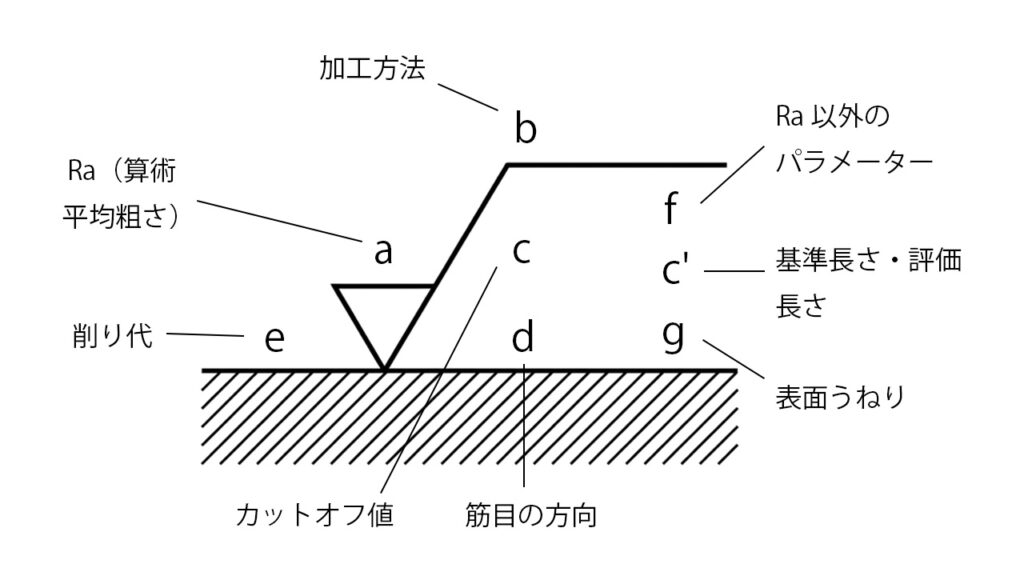
旧JISで表面粗さの要求がある場合は、以下の記号を用いて記入します。表面性状に必要な基準については記号内のa~gに記入します。
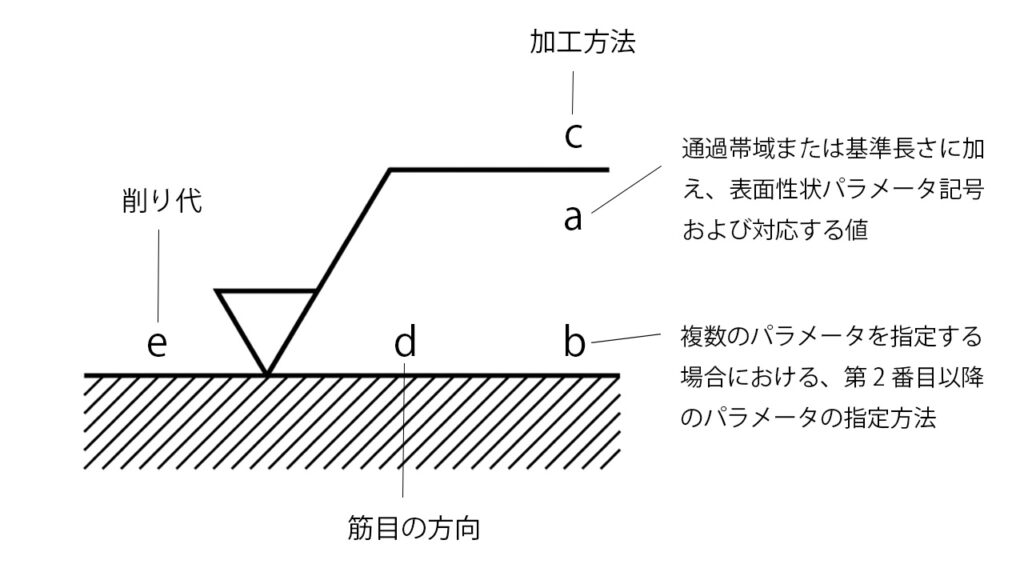
新JISで表面粗さの要求がある場合は、以下の記号を用いて記入します。
<面粗さのレベル別比較表(旧JISとの比較)>
<面粗さと加工方法の対応表>
| 面粗さ(Ra) | 仕上げの加工方法 |
|---|---|
| 12.5 | 荒切削・鋳造面 |
| 6.3 | 普通切削 |
| 3.2 | 仕上げ切削 |
| 1.6 | 精密切削・研削前 |
| 0.8 | 研削 |
| 0.4 | 精密研削 |
| 0.2 | ラップ・ホーニング |
⑤幾何公差
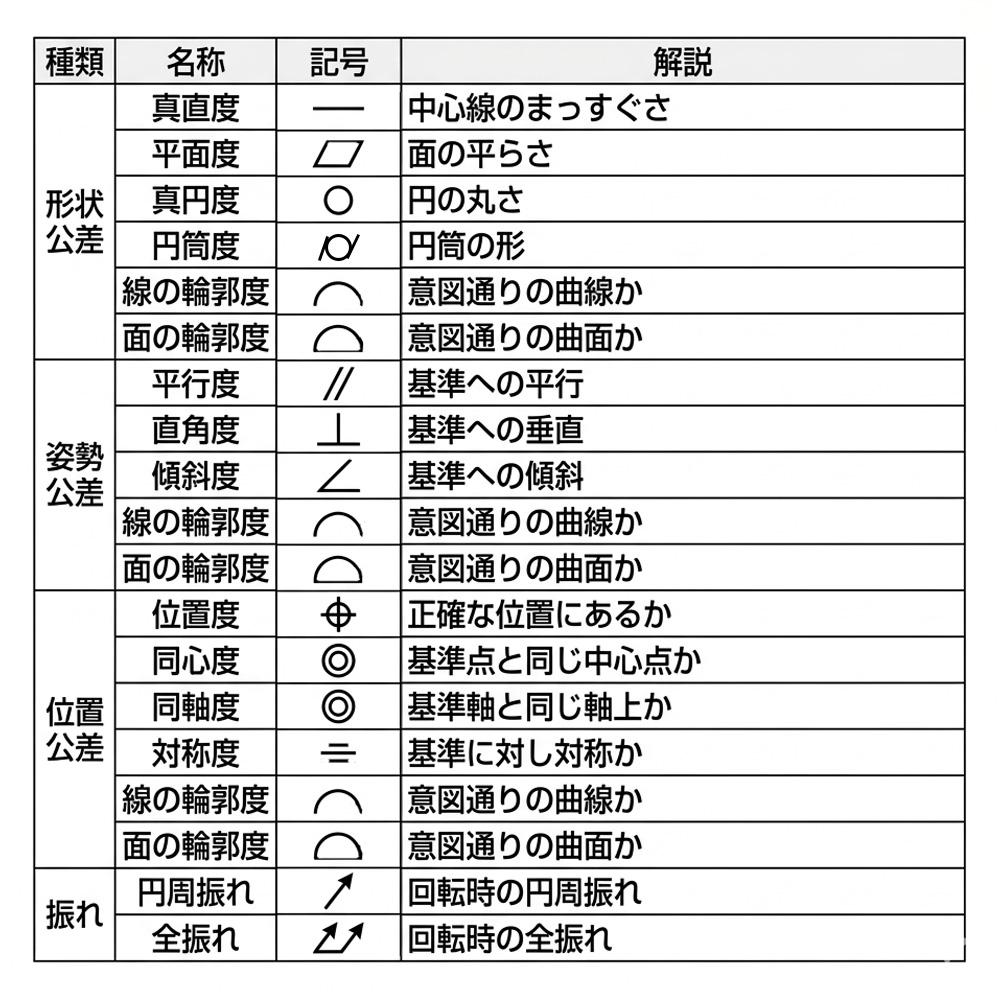
寸法公差だけでは規程できない形状公差、姿勢公差、位置公差、振れ公差の許容範囲を指定する方法です。 幾何公差の定義のなかで「幾何学的~」というのは、実際に加工された対象物に対して図面上で存在する狂いのない形のことを言います。また、狂いの大きさを幾何偏差といい、偏差の許容値を幾何公差と言います。
参考:日本産業規格 JIS B 0021 製品の幾何特性仕様(GPS)-幾何公差表示方式-形状,姿勢,位置及び振れの公差表示方式
⑥材質など(図面枠)
一般的に右下の図面枠に記載があります

ポイント:図面枠の読み方
<図面枠の内容例>
- 改訂:A
- 日付:2026/01/10
- 内容:寸法見直し(穴径φ10→φ12)
- 担当:山田
- 承認:田中
- 材質:S45C
- 表面処理:黒染め(四三酸化鉄皮膜)
- 承認(2人目):加藤
- 検図:松本
- 製図:鈴木
- 投影法:三角法
- 公差:±0.1mm
- 尺度:1:1
- 個数:1
- 品名:シャフトホルダー
- 品番:SH-2026-001
- 機種名:MF-300
<代表的な金属記号例>
- S45C(炭素鋼):強度が高い
- A5052(アルミ):軽くて加工しやすい
- <熱処理の場合>
- 焼戻し:硬さを調整
- 窒化処理:表面硬化
3.加工現場で図面を見るときのポイント
加工現場でミスを防ぎ、品質の高い製品を安定して作るためには、図面の正しい読み取りが欠かせません。そこで、現場で図面を確認する際は以下のポイントを意識することが大切です。
図面は「寸法 → 公差」の順に読む
図面を確認するときは、まず基準となる寸法を把握し、その後に許容範囲を示す公差をチェックします。この順番で読み進めることで、求められている精度レベルが明確になり、加工方法の選択や測定計画が立てやすくなります。
重要な部位にはマーカーで印をつける
複雑な図面では、見落としがミスにつながりやすくなります。そこで、重要な穴位置、仕上げ面、要注意寸法などにマーカーを付けて可視化することが効果的です。事前にポイントを整理しておくことで、加工中の判断がスムーズになります。
加工できない形状がないかをチェックする
図面の段階では描けても、実際の加工方法では再現が難しい形状が含まれていることがあります。工具が入らない溝や、加工順で成り立たない形状がないかを事前に確認しておくことで、後工程での修正や手戻りを防げます。
加工手順をイメージして段取りミスを防止
図面を読む際には、同時にどの順番で加工するかを頭の中でシミュレーションすることが効果的です。段取りの流れが明確になることで、「使う加工機」、「必要な工具」、「取付方法」などが具体的にイメージでき、作業をスムーズに進められます。
4.よくある図面の読み間違い例
機械加工の現場では、図面のわずかな読み違いが不良品の発生や再加工につながることがあります。特に発生しやすい読み間違いの例とその対処ポイントをご紹介します。
第一角法と第三角法の見間違い
図面には「第一角法」と「第三角法」の2種類の投影法がありますが、これを読み違えると、左右が逆の部品を作ってしまうなど重大なミスにつながります。図面の表題欄に必ず記載されているため、最初に投影法をチェックする習慣をつけることが重要です。
断面図を見落とす
外観図だけを見て加工を進めてしまうと、内部形状や溝の寸法を見逃すことがあります。断面図には、見えない内部構造や仕上げ条件が描かれているため、必ず主図とあわせて確認しましょう。
公差を見ずに加工してしまう
寸法だけを見て加工すると、求められている精度とかけ離れてしまい、合格基準に満たない部品になることがあります。図面を読む際は、寸法のすぐ横にある公差記号を見落とさないよう意識することが大切です。
深さ記号「D」の勘違い
穴や溝の深さを示す記号「D」を、直径(φ)と誤認してしまうケースがよくあります。深さの指示は加工順にも影響するため、D=深さ、φ=直径をしっかり区別して読み取りましょう。
RとCの読み間違い(丸み vs 面取り)
「R(アール)」は丸みの半径、「C(シー)」は面取りを意味します。例えば、RとCを読み違えると、角を丸めるべきところに面取りをしてしまうなど加工内容がまったく変わってしまいます。類似の形状を示す記号だからこそ、図面上で確実に確認することが欠かせません。
まとめ
製造現場で扱う図面は、設計者と加工者が正確に意思を共有するための“共通言語”です。図面には、部品の形状・寸法・公差・材質・加工方法・仕上げ条件など、ものづくりに必要な情報がすべて詰まっています。図面を正しく読み取れるようになることは、単に図記号を理解するだけでなく、部品の姿を立体的にイメージし、最適な加工手順を組み立てるための重要なスキルです。
図面読解に慣れてくれば、工作物の完成形が自然と思い浮かび、加工の注意点や段取りも事前に把握できるようになります。その結果、品質の安定化はもちろん、作業スピードの向上や手戻りの減少など、生産性全体の改善につながります。
図面は「読むほど理解が深まる」技術資料です。基本を押さえて正しく読み取れるようになれば、加工現場での判断力が向上し、より高い品質のものづくりにつながります。今日からぜひ、図面の読み方を磨き、現場力の向上に役立ててください。





